
CNC / VMC / HMC
Precision
Machining.
In-house. Inspection-verified. Assembly-ready. Every casting, forging, and bar stock component Amsol supplies passes through our CNC machining centre — because the tolerance on the drawing is the tolerance on the part. Not an approximation.
In-House Machining. No Subcontracting. No Tolerance Risk.
When casting and machining happen under the same roof, under the same quality system, with the same engineers — the drawing dimension is what the component measures. That is the Amsol difference.
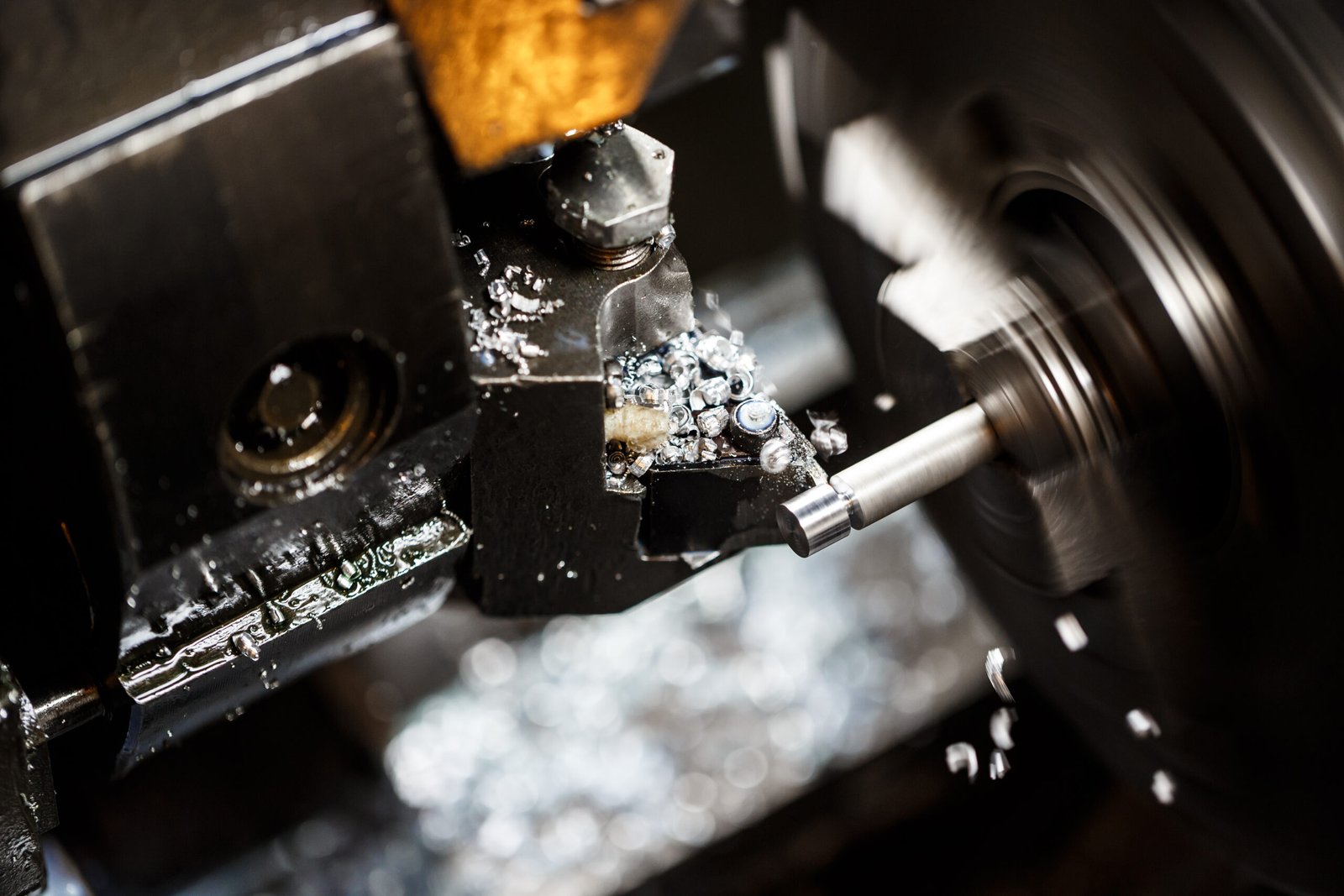
Lathe in operation · shaft turning
Close-up tool & chips
600 × 420px · cool blue tones

Complex housing being milled
Multi-axis · coolant · tooling
600 × 420px · teal tones

Cylindrical grinding — shaft
Sparks · precision measurement
600 × 420px · warm sparks

Electric discharge cutting
Spark discharge · dielectric fluid
600 × 420px · purple/electric tones
What Amsol Achieves — Standard vs Maximum Capability
Every figure below is achievable at Amsol's facility — verified by CMM before dispatch. Standard column is what we deliver as default. Achievable column is what we deliver on precision programmes.
| Parameter | Standard Capability | Maximum Achievable |
|---|---|---|
| Linear dimensions | ±0.05mm | ±0.005mm |
| Bore diameter (H7) | IT6 (H7) | IT5 (H6) — grinding + honing |
| Shaft diameter (h6) | IT6 (h6) | IT5 (h5) — cylindrical grinding |
| Surface roughness Ra | Ra 1.6 µm (finish milled) | Ra 0.1 µm (honed bore) |
| Flatness | 0.02mm per 100mm | 0.003mm per 100mm |
| Cylindricity / Circularity | 0.01mm | 0.003mm (precision ground) |
| Thread tolerance | 6H / 6g | 5H / 5g (precision thread) |
| Hole position | ±0.02mm | ±0.005mm (CMM-verified) |
| Gear quality (hobbing) | DIN 7–8 | DIN 5–6 (ground gears) |
The Amsol Machine Shop
Replace photo placeholders with actual Amsol machine shop photography. Recommended shoot: wide shop floor, individual machines, close-up tooling, CMM in use, inspector measuring component.

Full shop floor · CNC machines · 800 × 520px

400 × 260px

400 × 260px

400 × 260px

400 × 260px
Industries Served by Amsol Machining
Machining is Amsol's quality gateway — every industry we serve depends on it. These are the sectors where Amsol's machined components are active today.






Every Machined Component Verified at Amsol.
Not outsourced to a metrology lab. Not estimated from tool offset history. Measured on our own CMM, profilometer, and hardness tester — before dispatch.
Your Machining Drawing.
Our Tolerance.
Share your drawing. An Amsol engineer will confirm tolerance achievability, process route, and indicative cost within 24 hours. DFM feedback included.